Besoin d’un calibre standard ou sur plan ?
Notre spécialité est de réaliser tout type de calibre à mâchoires sur plan et standard fabriqués selon nos critères qualités identifiés par le sigle « ET » et sous le nom « Les Calibres ET ».
Les calibres de contrôle EuroTools Precision sont exclusivement de fabrication allemande.

Description :
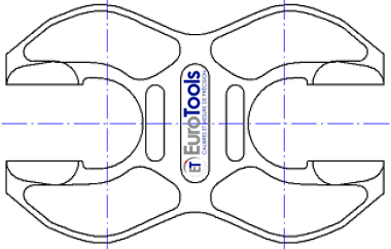
C’est une pièce en forme de « C » ou de « U » avec deux ouvertures (mâchoires) :
Les deux mâchoires sont sur le même outil, disposées dos à dos (parallèle).
Utilisation :
Avantage : rapide (un seul outil pour les deux cotes).
Inconvénient : un peu plus encombrant, manipulation à deux étapes.
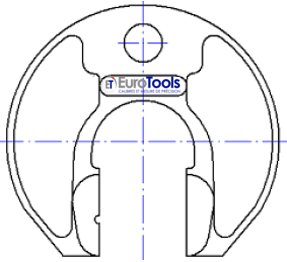
Description :
Utilisation :
On enfile le calibre sur la pièce :
Avantage : très pratique pour les pièces longues ou pour vérifier plusieurs sections d’un même arbre.
Inconvénient : nécessite un peu plus de précision d’alignement et d’espace autour de la pièce.
Les calibres à mâchoires sont normalisés au niveau international. Les principales normes :
• ISO 1938-1 – Calibres de contrôle – Calibres lisses pour dimensions linéaires (partie 1 : dimensions des calibres à mâchoires et tolérances).
• ISO 1938-2 – Conditions techniques de livraison, matériaux, dureté, marquage, rectification.
• NF E 02-202 / DIN 2245 – Normes françaises et allemandes équivalentes.
• ISO 286-1/2 – Tolérances et ajustements (définit les zones de tolérance, à appliquer pour déterminer les cotes GO et NO-GO).
En résumé :
• Les mâchoires GO sont fabriquées à la limite supérieure de la tolérance de la pièce (dimension maxi).
• Les mâchoires NO-GO sont fabriquées à la limite inférieure, moins un petit jeu (en général norme précise le jeu de sécurité).
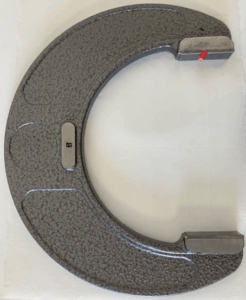
• Matériaux : aciers d’outillage trempés (~60 ±2 HRC), rectifiés.
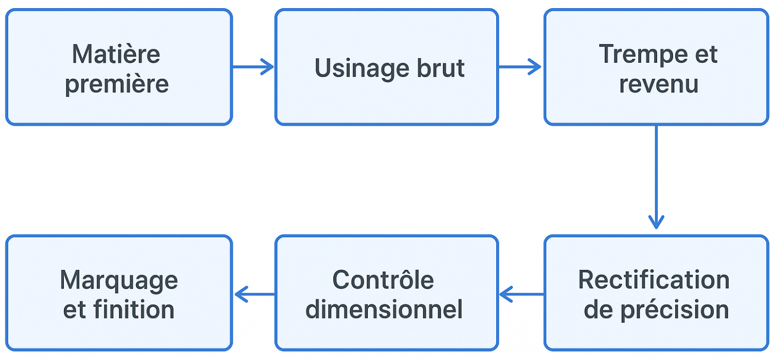
Les étapes sont assez standardisées et proches de celles d’un calibre lisse ou d’un tampon fileté, mais adaptées à la géométrie des mâchoires :
Étapes principales
Normes à respecter pour la fabrication et le contrôle :