Différences de fabrication & d’usure entre une bague filetée et un tampon fileté
En général, on fabrique une bague filetée de contrôle pour vérifier la montabilité d’une pièce mécanique avec une autre.
Une bague filetée de contrôle (ou bague de contrôle GO/NO-GO) sert à vérifier que le filetage d’une pièce (vis, tige filetée…) respecte bien les tolérances de fabrication et peut être monté sans problème.
La fabrication d’une telle bague demande de la précision, car c’est un outil de contrôle, pas une simple pièce filetée.
Voici les étapes principales :
1. Définir les caractéristiques
- Norme de filetage : métrique ISO (M), MJ, Whitworth (BSP), UNF/UNC, UNJ, ART (artillerie), etc.
- Diamètre nominal et pas : ex. M12x1,75.
- Classe de tolérance : ex. 6H (pour un écrou).
- Type de bague :
- GO (passe/Entre) → vérifie que la pièce est dans la tolérance maxi (doit se visser sans effort).
- NO-GO (ne passe pas / NEP) → vérifie que la pièce n’est pas hors tolérance (ne doit pas se visser sur plus de 2 tours).
2. Choisir la matière
- Acier à outils stabilisé et traité pour une bonne stabilité dimensionnelle (ex. 42CrMo4 ou acier d’outillage type O1).
- Bonne dureté après traitement (≈ 58-62 HRC) pour résister à l’usure.
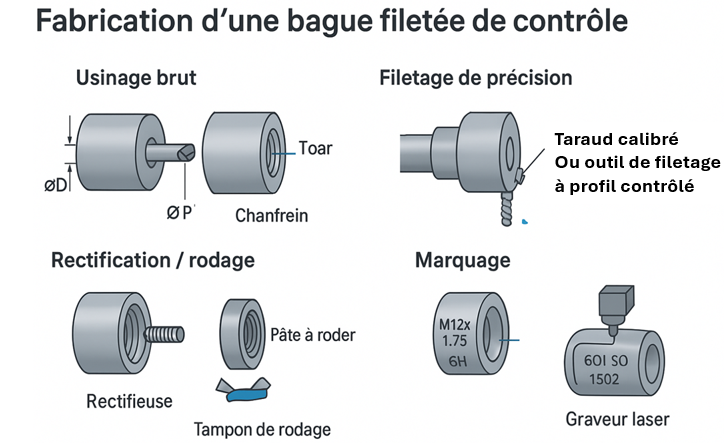
3. Usinage brut
- Découper un cylindre de la matière choisie (diamètre légèrement supérieur à la cote finale).
- Usiner le diamètre extérieur, la face de référence et le chanfrein d’entrée.
- Perçage + alésage à un diamètre légèrement inférieur au diamètre de perçage pour filetage.
4. Filetage de précision
- Filetage intérieur réalisé sur tour ou machine CNC avec taraud calibré ou outil de filetage à profil contrôlé.
- Contrôle intermédiaire avec un tampon étalon mâle pour approcher la tolérance avant finition.
5. Traitement thermique
- Trempé et traité thermiquement pour atteindre la dureté voulue.
- Important : prévoir une surépaisseur pour la retouche après traitement (le traitement modifie légèrement les dimensions).
6. Rectification / rodage
- Rectifier le diamètre extérieur et la face de référence si besoin.
- Faire un rodage du filet (lapping) avec un tampon étalon et pâte à roder fine pour atteindre la tolérance exacte.
- Vérifier régulièrement avec un tampon fileté étalon ou un projecteur de profil.
7. Marquage
- Graver : diamètre, pas, classe de tolérance, GO ou NO-GO, norme de fabrication (ex. ISO 1502).
- Si c’est un jeu de bagues, différencier visuellement (GO = bague verte, NO-GO = bague rouge).
8. Contrôle final
- Vérifier les dimensions sur un projecteur de profil ou machine de mesure 3D.
- Contrôler l’interchangeabilité avec un tampon étalon certifié.
Pourquoi est-ce plus difficile à fabriquer une bague filetée qu’un tampon fileté de contrôle ?
Excellente question — et la différence est importante en métrologie.
Fabriquer une bague filetée de contrôle est en général plus difficile qu’un tampon fileté de contrôle (mâle) pour plusieurs raisons :
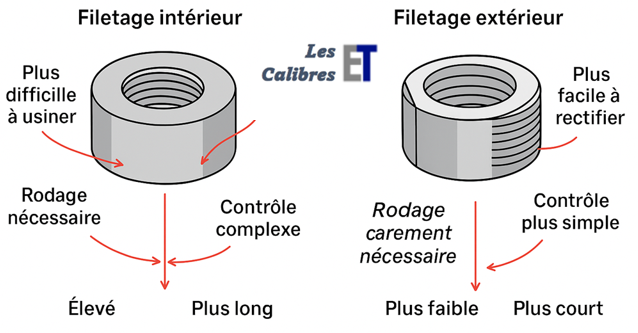
1. Tolérances plus serrées sur le filetage intérieur
- Les filetages intérieurs sont plus difficiles à usiner avec précision :
- Taraudage ou filetage intérieur par un outil spécifique = plus de risques de déformation, de bavures, de dispersion sur le profil.
- Plus difficile d’atteindre le diamètre moyen exact (Ød2) et le profil parfait sans surcoupe.
- La bague doit être plus précise que la pièce qu’elle contrôle (tolérances ISO 1502), donc on doit viser une cote extrêmement juste.
2. Contrôle de l’usure
- Les bagues s’usent plus vite car leur filet est en contact sur tout le pourtour avec la pièce contrôlée.
- Il faut donc les fabriquer dans un acier très dur et parfois les roder pour optimiser le contact → étapes supplémentaires.
3. Rodage obligatoire
- Contrairement à un tampon mâle (facilement rectifiable sur une rectifieuse cylindrique), une bague nécessite souvent un rodage avec un tampon étalon pour obtenir le bon diamètre effectif.
- Ce rodage est délicat : trop long → bague trop large (à refaire), trop court → bague trop serrée (non conforme).
4. Plusieurs étapes de contrôle intermédiaire
- Nécessite un tampon fileté étalon (mâle) pour vérifier la cote en cours d’usinage.
- Parfois passage sur projecteur de profil pour valider l’angle du filet et le rayon de fond.
5. Reprise après traitement thermique
- Le traitement thermique provoque une déformation et nécessite parfois une reprise (rectification ou nouveau rodage).
- Cette étape est plus critique sur un filet intérieur que sur un filet extérieur.
En résumé :
- Un tampon fileté mâle peut être rectifié facilement sur une rectifieuse cylindrique et son profil est plus simple à contrôler.
- Une bague filetée demande un usinage, un rodage et un contrôle plus minutieux, avec risque de rebut plus élevé — c’est pourquoi les bagues filetées de contrôle coûtent généralement plus cher.
Voici un exemple sous forme d’un tableau comparatif entre une bague filetée de contrôle et un tampon fileté de contrôle :
Critère | Bague filetée (GO/NO-GO) | Tampon fileté (GO/NO-GO) |
Type de filetage | Filetage intérieur → plus difficile à usiner | Filetage extérieur → plus facile à rectifier |
Tolérances ISO 1502 | Plus serrées, nécessite un rodage précis | Plus faciles à atteindre par rectification |
Procédé de fabrication | Usinage → taraudage/outil de filetage → trempé → rodage/rectification → contrôle avec tampon étalon | Usinage → filetage extérieur → trempé → rectification cylindrique → contrôle avec bague étalon |
Rodage nécessaire | Oui, quasiment toujours (pour atteindre Ød2 exact) | Rarement (diamètre peut être ajusté en rectifiant l’extérieur) |
Contrôle intermédiaire | Plus complexe (nécessite tampon étalon mâle, profilomètre) | Contrôle plus simple (bague étalon suffit) |
Risque de rebut | Élevé (rodage excessif = bague hors tolérance) | Plus faible (rectification possible en reprise) |
Durée de vie | S’use plus vite (contact sur toute la surface du filet) | Plus longue (moins de frottement en contrôle) |
Coût de fabrication | Plus élevé (matière + temps de rodage + contrôle) | Moins élevé |
Temps de fabrication | Plus long (rodage + contrôle final) | Plus court |
Prix d’achat (marché) | En général 1,5× plus cher qu’un tampon de même taille | Moins coûteux |
COMPARAISON : BAGUE FILETÉE vs TAMPON FILETÉ
- Usure accrue (contact sur tout le pourtour)
- Risque d’usure élevé
- Usure & remplacement plus fréquent
C’est pour cette raison que EuroTools participe activement au développement des produits et est aussi précurseur dans le domaine de revêtements spécifiques tel que le DG (Graphite diamanté >3500 à 5000 HV) pour augmenter la durée de vie des bagues filetées et tampons filetés.
Cela permet de faire des économies et limiter le remplacement des calibres dans le temps.
LES REVÊTEMENTS DES BAGUES FILETÉES & TAMPONS FILETÉS

Le revêtement en chrome n’est plus proposé depuis 2022.
EuroTools vous propose les revêtements en Carbure, Diamant Graphite (DG) ou DLC (Diamond Like Carbon).
Dureté Vickers HV :
- Acier : ±800 HV (HRC 60±2) en standard
- Carbure (tungstène) : ±2500 HV
Ce revêtement permet d’obtenir des pièces avec d’excellentes caractéristiques mécaniques, assurant notamment une grande résistance à l’usure.
- DLC : >5000 HV (couche ±2µm) – DLC+ jusqu’à 6000 HV
Ce revêtement permet de l’utiliser dans des applications où l’usure et le frottement doivent être faibles (coef. De frottement <0,1).
- DG : >3500 à 5000 HV (±2µm et plus)
Ce revêtement dur et noir est réalisé par vaporisation de carbone sous vide et est dédié dans des applications où l’usure et le frottement doivent être faibles.
L’avantage du revêtement Diamant Graphite c’est qu’il permet de traiter même des filetages coniques (intérieur et extérieur) alors que le dépôt en DLC ne le permet pas.